Etapes de la panification
En général, il existe 7 étapes dans la fabrication du pain :
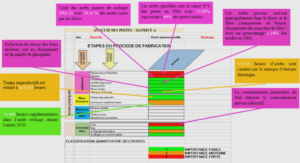
1.Pétrissage: Le pétrissage influe sur la qualité de la mie car plus il sera énergique avec des mouvements larges comme les pétrins mécaniques, plus la mie sera fine, serrée et régulière ; plus il est lent avec des mouvements courts comme les pétrissages manuels, plus la mie aura de grosses alvéoles irrégulières. Le temps de pétrissage dépend du volume du pain souhaité, mais aussi de la force ou ténacité de la farine. Le pétrissage commence par le frasage qui consiste à mélanger les ingrédients : eau, farine, sel et l’agent de fermentation dans un pétrin pendant 3 à 5mn pour obtenir un mélange homogène et l’autolyse : période de repos de ce mélange. Le but du pétrissage proprement dit est de malaxer la pâte pour y incorporer le maximum d’air. L’eau se fixe sur les granules d’amidon et les particules de gluten. Ainsi, le pétrissage permet d’étirer et d’assouplir les chaînes de gluten, afin d’obtenir un tissu bien compact et souple, suffisamment extensible pour permettre la rétention du gaz carbonique.
2. Pointage : C’est la première fermentation. Le temps de pointage varie de 30mn à 5h selon le type de pain confectionné. On laisse la pâte reposer dans le pétrin. Durant cette étape, les produits de la fermentation modifient sa composition chimique et le volume de la pâte est au moins doublé dû au dégagement de gaz carbonique lié à la fermentation.
3.Division et boulage : Il s’agit de découper la pâte que l’on a laissé fermenter en masse en pâtons. Ensuite, on les pèse à l’aide d’une balance pour assurer leur régularité et puis on effectue le boulage plus ou moins serré de ces pâtons qui permettent de contrôler la force des pâtes et de la corriger parfois.
4.Détente : On repose les pâtons une nouvelle fois. La détente permet au réseau de gluten de se détendre après la division et le boulage. A l’absence de cette étape, ce réseau de gluten aurait tendance à se déchirer au moment d’étape suivante.
5.Façonnage : Il s’agit de retravailler les pâtons obtenus pour leur donner la forme définitive du produit que l’on veut obtenir. Cette opération peut être conduite soit à l’aide d’une façonneuse soit manuellement.
6.Apprêt : C’est un autre temps de repos pour une seconde fermentation des pâtons façonnés. La durée de l’apprêt dépend de nombreux facteurs : la température du fournil et de la dose de levure utilisée. Cette fermentation s’effectue dans des conditions de température adaptée à chaque cas et à hygrométrie suffisante pour éviter le croutage des pâtes. L’apprêt permet à la levure de bien se nourrir des sucres contenus dans la pâte, le gaz carbonique se dégage pour creuser une multitude de petites cavités mais il est prisonnier du gluten pour rendre la pâte bien élastique et à la retenir et chaque pâton triple de volume.
7.Cuisson : Les pains sont enfournés entre 250°C à 280°C (480°F-535°F). Mais avant l’enfournement, on les scarifie avec une lame pour faciliter leur développement. Ainsi, les grignes obtenues interviennent également dans le coté esthétique tout en développant des aromes intenses et l’alcool produit lors de la fermentation est éliminé par simple évaporation en tout début de cuisson dans le four à pain.
Notion sur la composition de la pâte
Dans la pâte, en absence d’oxygène, les microorganismes apportés sous forme de levure de panification ou présents dans la farine provoquent la dégradation des sucres naturellement présents dans la farine au cours du processus de fermentation pour produire l’énergie qui est nécessaire à leur vie. Lorsque la pâte est fermentée :
– à l’aide de levain : dans 100g de farine vivent naturellement un million (106) de levures, essentiellement du genre Saccharomyces et 10 millions (107) de bactéries, essentiellement lactiques.
– à l’aide de levure de boulangerie : un apport de 2,5g de levure pressée pour 100g de farine fournit 25 milliards (25.109) de cellules qui prédominent au cours de la panification. Au cours du pétrissage, en présence des sucres, les bactéries produisent de l’acide lactique ou bien de l’acide acétique et de l’alcool ; d’ailleurs la levure fabrique de l’alcool et du gaz carbonique. Les sucres naturellement présents dans la farine sont le glucose et le saccharose. Ils représentent au maximum 0,5g pour 100g de farine auxquels s’ajoutent au plus 25g de maltose libérés par kg de pâte sous l’action d’enzyme présent dans la farine. Le gaz carbonique provoque la levée de la pâte, la totalité de l’alcool s’évapore lors de la cuisson, les acides contribuent au goût acide du pain au levain et les produits issus en très faibles quantités d’un certain nombre d’autres fermentations participent au goût et à l’arôme du pain.
Relation entre le premier et le second principe
Le premier principe qui stipule la conservation de l’énergie permet de faire le bilan d’énergie des systèmes sans imposer de conditions sur les types d’échanges possibles. Or, ce bilan énergétique ne permet pas de prévoir le sens d’évolution des systèmes. Exemple : sens des réactions chimiques ou des transformations naturelles ou le transfert spontané de la chaleur du chaud vers le froid. Le premier principe n’exclut pas le transfert de la chaleur du froid vers le chaud et en plus il n’explique pas l’irréversibilité de certaines transformations spontanées ou naturelles donc il est insuffisant pour rendre compte de tous les phénomènes thermodynamiques. Il faut donc introduire le second principe appelé aussi principe d’évolution et déduire des faits expérimentaux, qui permettront de prévoir l’évolution des systèmes. Ce principe introduit une nouvelle fonction d’état dite entropie S qui décrit le comportement des systèmes par la maximalisation de leur entropie :
L’entropie S d’un système croit si le système tend vers son équilibre :∆Sc > 0
L’entropie S est maximum si le système est à l’équilibre.
MESURES D’ATTENUATION
Chaque pays a sa stratégie pour la protection de sa nature donc son peuple doit prendreson devoir pour la conserver c’est pourquoi Madagascar promulgue plusieurs lois pour la politique de gestion et de contrôle de son environnement. Citons quelques articles :
Art.9 loi N° 99-021 – Tout exploitant industriel a l’obligation de sauvegarder l’environnement par une production plus propre et une réduction, valorisation, traitement et élimination de ses déchets.
Art.4 loi N° 90-033 – La protection et le respect de l’environnement sont d’intérêt général. Il est du devoir de chacun de veille à la sauvegarde du cadre dans lequel il vit. A cet effet, toute personne physique ou morale doit être en mesure d’être informée sur les décisions susceptibles d’exercer quelque influence sur l’environnement et ce directement ou par l’intermédiaire de groupement ou d’associations. Elle a également la faculté de participer à des décisions. De plus, l’innovation d’un plan sur cinq ans (2007-2012) intitulé MAP (Plan d’Action Madagascar) dont son 7ème engagement est la protection de l’environnement. D’ailleurs au niveau international, plusieurs pays se sont collectivement engagés à prendre des mesures de précaution pour prévoir, prévenir ou atténuer les causes des changements climatiques et en limiter les effets néfastes. Concrètement, ces pays ont l’obligation de publier des inventaires de leurs émissions des éléments nocifs de l’environnement, d’établir, de mettre en œuvre et de publier des programmes nationaux contenant des mesures visant à atténuer les changements climatiques. Les mesures d’atténuation pour lutter contre la dégradation de l’environnement :
Le protocole de Montréal de 1987 fait suite à la convention de Vienne de 1985 par laquelle 189 pays se sont engagés à prendre des mesures appropriées pour la protection de santé humaine et ainsi l’environnement contre les effets néfastes résultants des activités humaines qui provoque la destruction de la couche d’ozone. Ce protocole prévoit l’interdiction des CFC en réglementant l’utilisation de fluides de transition que sont les HCFC (hydrochlorofluorocarbone).
L’accord international adopté lors de la conférence de Kyoto (Japon) en décembre 1997 qui vise à limiter l’impact de l’activité humaine sur le climat de planète, principalement la réduction des émissions de 6 gaz à effet de serre : le gaz carbonique (CO2), le méthane (CH4), le protoxyde d’azote (N2O), les hydrofluorocarbures (HFC), les perfluorocarbones (PFC) et l’hexofluorure (SF6) qui menacent la planète d’un grand réchauffement.
Développement du recyclage des fluides frigorigènes ainsi que l’amélioration de la maintenance et de l’étanchéité des installations pour réduire au minimum les fuites et les émissions involontaires dans l’atmosphère.
Evacuation des déchets à l’aide d’incinération, de recyclage ou de compostage.
Traitement des eaux usées en trois étapes : le traitement primaire, qui constitue l’élimination des impuretés, le criblage, le broyage, la floculation (l’agglomération des solides) et la sédimentaire ; le traitement secondaire qui est une oxydation des matières organiques complétée par leur épuration ; et le traitement tertiaire qui comprend les techniques d’élimination de l’azote, puis les procédés de filtration et l’absorption sur du charbon actif.
|
Table des matières
INTRODUCTION
PARTIE 1 : GENERALITES
Chapitre I : ZONE D’IMPLANTATION
I.1. PRESENTATION DE LA ZONE
I.2. CLIMAT
I.3. POPULATION ET DEMOGRAPHIE
I.4. PRODUCTION
Chapitre II : LA BOULANGERIE ET LE FROID
II.1. PROCESSUS DE PRODUCTION DANS UNE BOULAGERIE
II.2. NOTION SUR LA PRODUCTION DU FROID
PARTIE 2 : ETUDE THEORIQUE DES CHAMBRES FROIDES
Chapitre I : BILAN THERMIQUE DES CHAMBRES FROIDES
I.1. PRESENTATION DES CHAMBRES FROIDES
I.2. FLUIDES FRIGORIGENES UTILISES
I.3. CALCULS FONDAMENTAUX
Chapitre II : SELECTION DES COMPOSANTS FRIGORIFIQUES
II.1. EVAPORATEURS
II.2. COMPRESSEURS ET CONDENSEURS
II.3. CALCULS DES TUYAUTERIES
II.4. CHOIX DES DETENDEURS
PARTIE 3 : COUT DES MATERIELS DES INSTALLATION FRIGORIFIQUES ET IMPACTS ENVIRONNEMENTAUX
Chapitre I : COUTS DES EQUIPEMENTS FRIGORIFIQUES
I.1. PRIX BRUT DES MATERIELS
I.2. CADRE LOGIQUE DU PROJET
Chapitre II : ETUDE D’IMPACT ENVIRONNEMENTAL
II.1. DEFINITIONS
II.2. IMPACTS POSITIFS
II.3. IMPACTS NEGATIFS
II.4. MESURES D’ATTENUATION
CONCLUSION
Télécharger le rapport complet